|
Содержание
Предыдущий § Следующий
7-6. БАЛАНСИРОВКА РОТОРОВ
Если вращающаяся часть машины не уравновешена, то при вращении ее появляется сотрясение (вибрация) всей машины. Вибрация вызывает разрушение подшипников, фундамента и самой машины. Для устранения
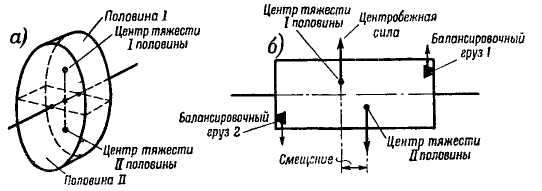
вибрации вращающиеся части должны быть отбалансированы. Различают балансировку статическую, выполняемую на призмах, и динамическую при вращении балансируемой детали. Если, например, ротор, изображенный на рис. 7-9,а, имеет более тяжелую половину //, то при вращении центробежная сила этой половины будет больше центробежной силы половины /. Она будет создавать давление на подшипники, переменное по на-
Рис. 7-9. Смещение центра тяжести ротора,
правлению, и вызывать сотрясение машины. Такай небаланс устраняется статической балансировкой на призмах. Ротор шейками вала ставится «а призмы, точно выверенные по горизонтали, и при этом, естественно, поворачивается тяжелой стороной вниз. На верхнюю сторону в специальные канавки, которые предусматриваются в нажимных шайбах и обмоткодержателях, подбирают и ставят свинцовые грузы такого веса, чтобы ротор оставался .на призмах в безразличном положении. После балансировки свинцовые грузы обычно заменяют на стальные одинакового веса, которые надежно приваривают или привертывают к ротору. Однако для длинных якорей и роторов статической балансировки недостаточно. Даже если отбалансировать обе половины ротора так, что веса обеих половин будут одинаковыми (рис. 7-9,6), то может оказаться, что центры тяжести сдвинуты по оси машины. В этом случае центробежные силы двух половин не могут уравновесить друг друга, а создают пару сил, вызывающую переменное давление на подшипники. Для устранения действия этой пары сил должны быть размещены специальные грузы (рис. 7-9,6) с тем, чтобы создать пару сил, действующую обратно паре сил .небаланса. Найти величину и положение этих
грузов можно путем балансировки вращающегося ротора (динамическая балансировка).
Перед проведением динамической балансировки следует проверить рабочие поверхности ротора (шейки и концы вала, коллектор, контактные кольца, сталь ротора) на отсутствие биения и при необходимости устранить его. Если для установки ротора на станок приме-
Рис. 7-10. Схема динамической балансировки,
«лютея какие-либо оправки, то они должны быть проверены на отсутствие биения и небаланса.
Па роторе не должно быть плохо закрепленных деталей, так как в этом случае балансировка невозможна. Для проведения динамической балансировки ротор укладывают в подшипники специального станка. Эти подшипники укреплены на плоских пружинах и по желанию могут либо быть закреплены неподвижно специальным тормозом, либо совершать свободные колебания вместе с пружиной (рис. 7-10,а). Ротор при помощи электродвигателя и муфты приводится во вращение. Появляющаяся при этом сила небаланса, которая направлена радиально, будет раскачивать подшипники станка. Для проведения балансировки один подшипник закрепляется тормозом неподвижно, второй освобождается и под влиянием небаланса колеблется. На какой-либо точно обработанной поверхности ротора, концентричной с осью вала, делают цветным карандашом отметку, показывающую точку наибольшего отклонения ротора (рис. 7-10,6).
Однако по этой точке еще нельзя точно определить
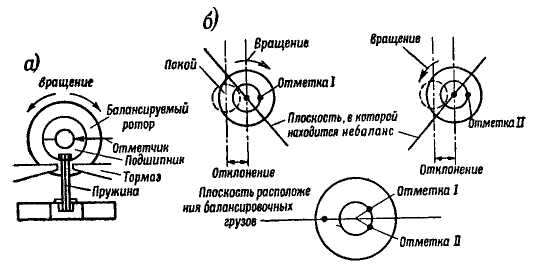
место, где находится небаланс ротора, так как наибольшее отклонение ротора получается после прохождения силы небаланса через горизонтальную плоскость, в которой находится отметчик (карандаш).
Угол сдвига (т. е. угол между точкой небаланса и отметкой) зависит от отношения скорости вращения к собственной частоте колебания ротора на опорах, т. е. к частоте колебаний, которые будут иметь место, если толкнуть невращающийся ротор, установленный на опорах станка.
При совпадении числа оборотов в секунду с собственной частотой имеет место резонанс. Колебания приобретают наибольший размах и, следовательно, станок становится наиболее чувствительным. Поэтому стремятся вести балансировку при резонансном числе оборотов. При этом указанный выше угловой сдвиг становится близким к 90° и, следовательно, место небаланса может быть найдено отсчетом от середины отметки-90° вперед по вращению (а место установки груза 90° против вращения). Если же почему-либо работать на резонансной скорости нельзя, то для определения места положения небаланса повторяют описанный опыт при обратном направлении вращения при том же числе оборотов в ми-иуту. Отметку делают карандашом другого цвета. Тогда середина между двумя отметками определяет место, где находится небаланс. В диаметрально противоположной точке устанавливают балансный груз. Величину этого груза определяют подбором до исчезновения вибрации подшипника. Вместо укрепления груза балансировка может быть получена путем высверливания противополож-«ой части якоря. После того как отбалансирована одна сторона ротора, подшипник этой стороны закрепляют неподвижно, а подшипник второй стороны освобождают и аналогичными приемами балансируют вторую сторону. После этого проверяют балансировку первой стороны и в случае необходимости корректируют и т. д.
В настоящее время существует большое число станков для динамической балансировки, на которых местоположения и величины груза определяются достаточно удобно и точно. Методы работы на этих станках даются в инструкциях заводов-изготовителей.
При отсутствии специальных станков динамическая балансировка может производиться на прочных дере-
вянных брусьях, уложенных на резиновые прокладки. На эти брусья кладут либо непосредственно шейки вала балансируемого ротора, либо вкладыши подшипников, в которых лежат шейки вала. При помощи клиньев брусья могут закрепляться неподвижно. Ротор разворачивается ременной передачей, охватывающей непосредственно сталь, затем клин вынимается, и подшипник получает возможность колебаться на резиновых подкладках. Процесс балансировки аналогичен описанному выше.
В условиях ремонта, в особенно для крупных машин, целесообразна балансировка в собранном виде [Л. 8]; для этой цели машину запускают вхолостую и измеряют вибрацию подшипников Это измерение следует производить при помощи виброметров (например, типов ВР-1, ВР-3, 2ВК, ЗВК).
При отсутствии виброметров вибрацию можно измерить индикатором, укрепленным на массивной тяжелой рукоятке Прижимая щуп такого индикатора к колеблющейся детали, можно по ширине размытого очертания стрелки определить величину размаха колебания
Следует иметь в виду, что показания такого виброметра сильно зависят от скорости вращения и что поэтому его показания можно яопользавать главным образом как сравнительные при одном и том же числе оборотов машины, что достаточно для целей балансировки.
Измеряя вибрацию подшипника в различных направлениях, находят точку наибольшей вибрации. По этой точке и ведется балансировка.
Для нахождения величины и местоположения балансировочного груза на ротор в произвольную точку помещают пробный груз и снова измеряют вибрацию. Очевидно, что, изучив, как влияет на вибрацию пробный груз, величина и местоположение которого известны, можно определить и величину небаланса и место его положения. Если можно измерить, как в результате установки пробного груза именяется величина и фаза вибрации (см. ниже), то можно обойтись двумя измерениями: до и после установки пробного груза. Если же определить изменение фазы нельзя, то необходимо сделать большее (3—4) число измерений величины вибрации. Пробный груз помещается при этом вначале в какую-либо произвольную точку, а затем поочередно в точки, отстоящие на Уз окружности вправо и влево от первой.
Для определения изменения фазы можно прибегнуть к отметкам на валу, как это описывалось выше. Вал при этом закрашивается мелом и острой чертилкой осторож-«0 наносятся (по возможности короткие) метки, середи-!на которых соответствует наибольшему отклонению вала в плоскости, где расположен отметчик (чертилка). Угловое расстояние (угол а) между метками при отсутствии пробного груза и при его наличии является мерой сдвига фазы колебания, обусловленного внесением пробного груза.
Более точно сдвиг фазы определяется стробоскопическим способом. В этом случае на торец вала наносится метка, освещаемая вспышками газосветной лампы. Эта лампа управляется специальным контактом, имеющимся з виброметре, который замыкается 1 раз за оборот вала в момент, близкий к наибольшему размаху колебания.
Метка на вращающемся валу кажется при этом неподвижной (поскольку лампа освещает ее каждый раз в тот момент, когда она, пройдя один оборот, окажется точно в том же положении), и против нее «а неподвижной части машины также может быть нанесена метка.
После внесения пробного груза отметка на валу сдвигается относительно отметки на неподвижной части. Нанеся вторую отметку на неподвижной части, соответствующую новому положению отметки на валу, и измерив угловое расстояние (угол а) между ними, определяем угол сдвига фазы колебания.
Возможность определения фазы стробоскопическим способом предусмотрена в специальных балансировочных виброскопах системы Колесника 2ВК, ЗВК, выпускаемых Ленинградским инструментальным заводом, и в виброскопах типа БИП Киевского электромеханического завода
Графический метод определения местоположения груза виден из рис. 7-11,а. Здесь отрезок—„вектор" оа в определенном масштабе равен размаху колебания подшипника до внесения пробного груза. Пробный груз Ртр ставится в плоскости, сдвинутой от отметки, полученной при этом на валу на какой-либо угол, например на 90°,—линия О В. Измерив теперь размах колебания подшипника (при том же числе оборотов в минуту), отметив новую метку и определив угловой сдвиг между отметками — а, отложим теперь в том же масштабе под углом « к вектору оа вектор ob,
Очевидно, что если вектор оа изображает вибрацию от небаланса, вектор ob вибрацию от совместного дей-ствия пробного груза и небаланса, то разностный век. тор аЪ определяет величину и фазу вибрации, вызванную пробным грузом.
Рис 7-11 Определение величины и местоположения балансировочных грузов
Для того чтобы уничтожить вибрацию от небаланса надо повернуть вектор ab на угол § и увеличить его так, чтобы он был равен вектору оа и направлен против него. Очевидно, что для этого пробный груз Ргр должен быть сдвинут из точки В в точку С (на угол S) и увеличен в отношении отрезков ^—. Балансировочный груз
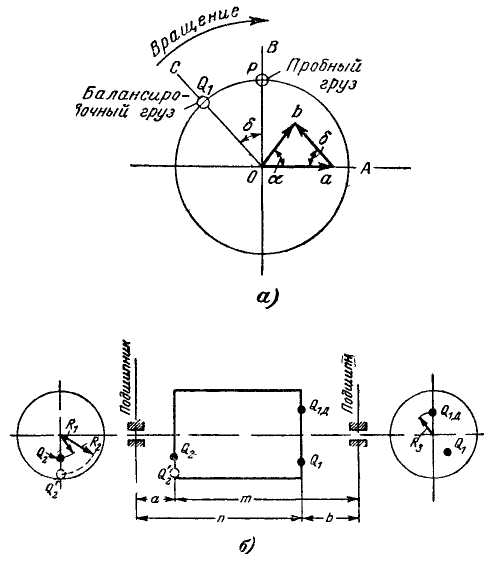
i должен быть, следовательно, равен:
 Аналогичным способом балансируется вторая сторона машины, но определенный для этой стороны груз Q'z распределяется на два груза Q2 и QH. Делается это с той целью, чтобы не нарушить балансировку первой стороны.
Груз <2г помещается в точку, определенную описанным выше способом для второй стороны, а груз СЬД переносится на первую сторону и закрепляется в точке диаметрально противоположной Q2 (рис.-7-11,6). Величины грузов Q2 я Qia определяются из выражений:
 где размеры т, п, a, b, RiR^R3 видны из рис. 7-111,б. Несмотря на такое распределение груза Q'2, приходится обычно еще раз производить (корректировочную) балансировку .первой стороны после того, как установлены грузы Q2 и СЬД.
Наиболее просто качество балансировки может быть проверено путем установки машины на гладкостроганую горизонтальную плиту. При удовлетворительной балансировке машина, работающая с номинальным числом оборотов, не должна иметь качаний и перемещений по плите. Проверка производится при холостом ходе в режиме двигателя.
Содержание
Предыдущий § Следующий
| 