|
Содержание
Предыдущий § Следующий
6-3. ИЗГОТОВЛЕНИЕ ПЛАСТИН
Материалом для пластин служит твердотянутая медь, которая дает твердую поверхность, меньше истираемую щеткой Пластину выбирают необходимого профиля с углом клина 360"/К, где К — число коллекторных пластин. Нижние грани округляются, что предохраняет от замыкания между пластинами при сборке коллектора
Если нет коллекторной меди с требуемым углом клина, его можно фрезеровать Нужно только, чтобы пластина имела достаточную высоту и ширину Коллекторная медь нарезается на заготовки по контуру пластин с припуском на обработку.
На рис. 6-3 показаны случаи неправильного изготовления пластин, часть профилей может быть направлена фрезеровкой. Влияние неправильной толщины пластин видно на рис. 6-4.
После нарезки пластин правят на чугунной строганой плите ударами медного молотка до оолного прилегания поверхности к плите. Затем пластины очищают от заусенцев и протирают тряпкой, смоченной в бензине.
Рис 6-3. Искажение профиля коллекторной меди.
После правки производят фрезеровку прорезей для впайки проводов обмотки или петушков. Пластина зажимается в специальные тиски. Фрезеровка производится дисковой фрезой с крупным зубом при 300—400 об/мин с охлаждением фрезы эмульсией. Для обычных коллекторов с неглубокой прорезью фрезеровка его может производиться после сборки коллектора. Для ответственных коллекторов с глубокой прорезью лучше фрезеровать пластины отдельно, так как повреждение коллекторной пластины фрезой на собранном коллекторе потребует полной его переборки для замены пластины.
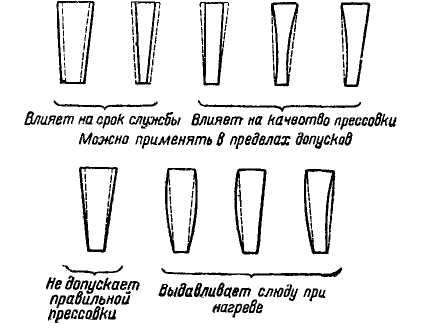 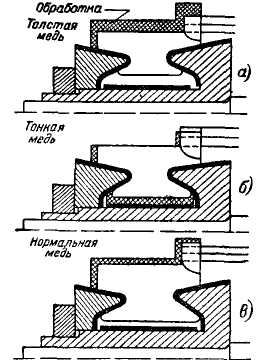 Рис. 6-4 Влияние неровностей толщины пластин на сборку коллектора.
После фрезеровки производится полуда прорезей. Стенки прорези промазывают раствором канифоли в спирте, всю остальную пластину обмазывают известью и погружают в ванну с расплавленным припоем (берется тот же припой, что и для пайки обмотки с коллектором). После полуды пластину очищают от извести и случайных пятен припоя (в особенности на петушках).
Содержание
Предыдущий § Следующий
| 