|
Содержание
Предыдущий § Следующий
3-14. ВСЫПНАЯ ОБМОТКА
Изоляция паза статора и нажимных шайб показана на рис. 3-22 и 3-23. После укладки через прорезь паза всех проводников края коробочки, выступающие из паза наружу для защиты проводника от повреждения при укладке, срезаются ножом заподлицо с расточкой статора и загибаются (рис. 3-22,6).
Пазовая изоляция (коробочка) для машин нормального исполнения с изоляцией класса А изготовляется из двух слоев, электрокартона толщиной 0,1—0,3 мм, склеенных изоляционным лаком, с проложенной между ними лакотканью толщиной 0,1—0,2 мм. Для напряжений до 24 в коробочка состоит из одного слоя электрокартона толщиной 0,2—0,3 мм. Длину лакоткани следует брать на 15—20 мм больше, чем длину электрокартона, для
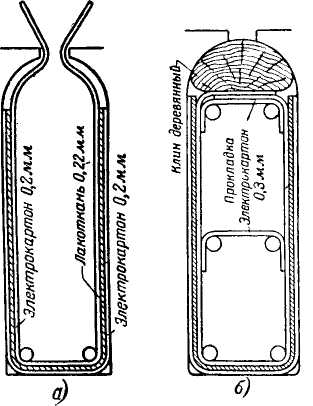 того чтобы иметь возможность завернуть ла-коткань на электрокартон, как показано на рис. 3-24. Подобная конструкция увеличивает влагостойкость изоляции, препятствуя понижению ее сопротивления под действием влаги.
Применение для изготовления коробочки плен-коэлектрокартона (гл. 2) позволяет уменьшить толщину пазовой изоляции, а замена внутреннего слоя электрокартона синтетической пленкой (лавсан) позволяет существенно увеличить механическую прочность пазовой изоляции и поднять ее нагревостойкость до класса Е. Для машин с повышенной влагостойкостью, а также для машин с изоляцией классов В, F, Н пазовая изоляция выполняется из стеклолакоткани и миканита.
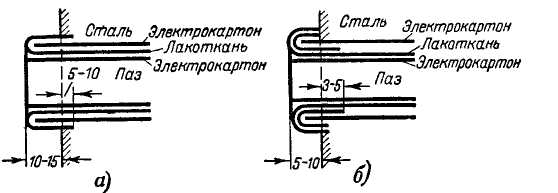
Пазовая изоляция, как указывалось в гл. 2, должна выступать из стали на определенную длину, так называемый «вылет» (рис. 3-24).
Место выхода коробочки из паза является чрезвычайно ответственной частью изоляции, препятствующей повреждению изоляции обмотки при распушении зубцов. Для усиления этой части изоляции в некоторых конструкциях электриче-
Рис. 3-22. Укладка всыпной обмотки в пазы.
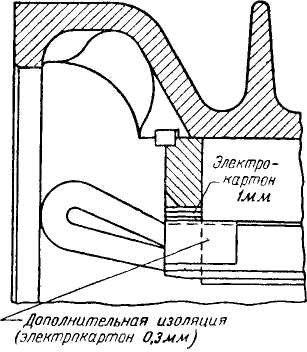 Рис. 3-23. Изоляция нажимной шайбы.
ских машин предусматривается уширение паза с края сердечника с закладкой U-образной скобочки из электрокартона (рис. 3-23). Большую роль при этом играют также изоляция крайних листов активной стали и изоляция шайбы.
Выступающая часть коробочки может опираться на изоляцию нажимной шайбы, как показано на рис. 3-23.
Рис. 3-24, Усиление изоляции вылета одинарным (а) и двойным (б) заворотом лакоткани.
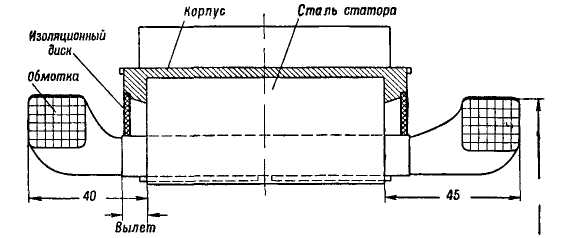
Другой способ поддержки выступающей изоляции показан на рис. 3-25, где с двух сторон пакета статора вставлены диски из пропитанного текстолита с открытыми пазами по числу пазов статора. Крайние листы ста-
Рис. 3-25. Поддержка вылета изоляционными дисками.
ли статора изолируют обычно листом электрокартона, закладываемого при прессовке пакета.
Для укладки подготавливаются катушки (секции), наматываемые на шаблоне.
Для уменьшения количества паек и соединений на статоре на шаблоне наматывают сразу число катушек, приходящееся на полюсную группу, а при числе полюсов,
равном 2, — на всю фазу. Намотанные на шаблоне катушки связывают лентой и в дальнейшем не изолируют. На выводные концы надевают изолирующий чулок. Размеры шаблона при ремонте определяют по размерам старой секции, причем благодаря мягкости секции должна быть точно выдержана не столько форма лобовой части, сколько длина витка. Поэтому для большин-
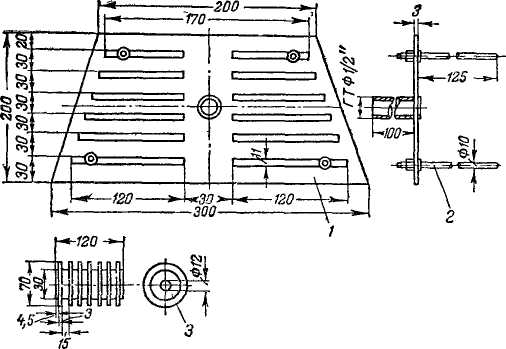 Рис. 3-26. Универсальный шаблон. 1— плита; 2—шпильки; 3 — ролик (из дереза, фибры, металла).
ства машин может применяться универсальный шаблон (рис. 3-26).
Если провод секции имеет большое сечение, то придание секции нужной формы при намотке «а шаблоны или при укладке становится затруднительным. В этом случае секцию наматывают на шаблонах в форме «лодочки» с последующей растяжкой (см. ниже).
Перед укладкой намотанные на шаблоне секции из провода с волокнистой изоляцией для повышения влагостойкости и склейки изоляции витков пропитывают лаком. Укладку нужно производить недосушенными секциями, так как засохший лак образует заусенцы и лишает секцию эластичности. Окончательную просушку обмотки ведут после окончания ремонта.
Укладку секций при двухслойной обмотке начинают с закладки нижних сторон в пазы, соответствующие шагу секции. Если, например, при 12 пазах на статоре шаг секции равен 6 (1—7), то сначала укладывают .нижние
стброны секции в пазы 1, 2, 3, 4, 5, 6. Вторые стороны этих секций остаются поднятыми, так как они будут в соответствующих по шагу пазах верхними и могут быть уложены только после укладки всей обмотки, т. е. последними. Секция, нижняя сторона которой будет уложена в паз 7, верхней стороной попадает в паз 1, в котором уже заложена нижняя сторона. Поэтому эта секция и последующие за ней могут быть уложены целиком (обе стороны) с загибанием пазовой изоляции и заклинены (рис. 3-22,6).
При необходимости замены одной катушки при ремонте необходимо поднять все катушки по шагу этой секции.
Лобовые части катушек разных фаз при укладке отделяют одну от другой прокладками из лакоткани.
Чтобы провода, заложенные в паз, не перекрещивались, их раздвигают пластинкой из фибры, которой проводят вдоль паза. Между нижней и верхней сторонами катушек в пазу кладут прокладку.
Прокладка должна быть несколько шире паза и иметь дугообразный выгиб, что после закладки верхней стороны секции и распрямления прокладки обеспечивает надежное разделение слоев. После укладки всех проводов края коробочки загибают, сверху кладут прокладку и в паз забивают клин (рис. 3-22,6).
При производстве обмоточных работ следует пользоваться инструментом, изображенным на рис. 3-27, обеспечивающим хорошее качество обмоточных работ и быстрое их выполнение. Фибровая пластина (р-ис. 3-27,а) служит для натягивания и укладки в паз верхних сторон секций.
Фибровый язык по рис. 3-27,6, конец которого проводится вдоль уложенных в паз проводников, служит для устранения перекрещиваний их.
Топорик из фибры по рис. 3-27,в применяется для осаживания проводов в пазу в процессе намотки.
Изображенный на рис. 3-27,г кож служит для быстрой подрезки краев пазовой коробочки заподлицо со сталью статора перед заворачиванием этих краев и закладкой клина.
Направляющая металлическая обойма со стальным вкладышем (рис. 3-27,(9) облегчает забивку клиньев в пазы, предупреждая их излом. Для этой цели, кроме
Рис. 3-27. Инструмент обмотчика.
а—фибровая пластина; б—фибровый язык; в—топорик; г—нож; д—приспособление для заколачивания клиньев; е—обратный клин; эк—выколотка.
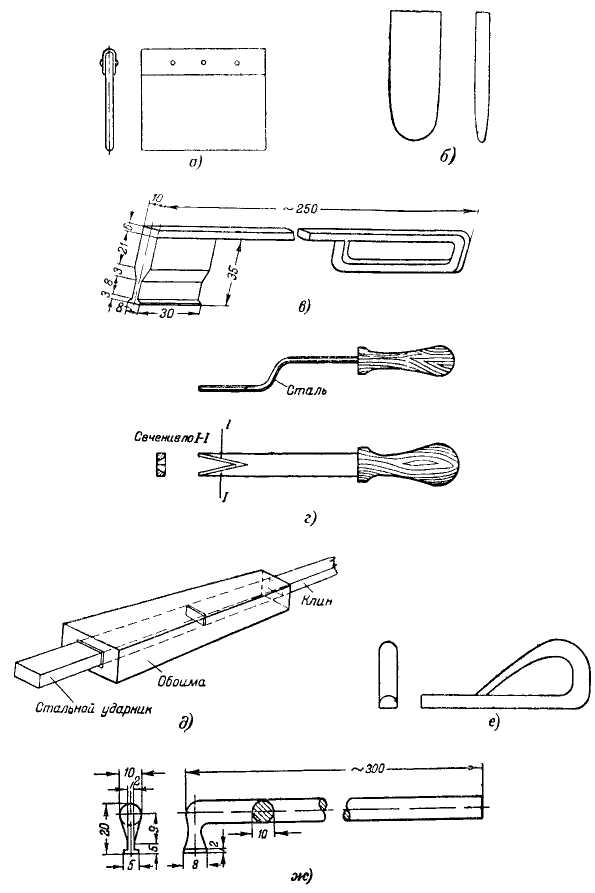
того, применяется металлический обратный клин (рис. 3-27,е), вставляемый с противоположной забиваемому в паз стороны. Выколотка по рис. 3-27,дас облегчает вытаскивание клиньев из пазов.
Кроме того, обмотчику следует иметь проволочные крючки для протаскивания ленты и пинцет из стальной полоски с заостренными краями для очистки изоляции проводов.
После укладки секций до соединения их между собой производятся испытания изоляции между витками и относительно корпуса (см. § 8-12). Затем производится соединение секций (временное), после чего следует проверить правильность соединения при помощи компаса при питании обмоток фаз поочередно небольшим током, например от аккумуляторов. При правильном соединении компас, проведенный вдоль окружности расточки статора, отметит поворотом стрелки требующееся число пар полюсов, на каждый из которых должно приходиться равное число пазов.
При небольшом сечении проводов соединение наиболее просто производится сваркой. К зачищенным и скрученным концам прикасаются металлическим электродом, а к концу скрутки — угольным. Электрической дугой конец скрутки оплавляется в небольшой шарик. Этот метод дает наиболее надежное соединение (требуемое напряжение 50—60 в, мощность 500 вт). После изолировки мест соединения статор поступает на пропитку.
Статоры малых машин (до 1 кет) с двухслойной обмоткой обматываются способом, отличным от описанных выше. Первые секции обмотки этих статоров закладывают сразу обеими сторонами, так как если оставить вторые стороны секций незаложенными, то при малых диаметрах расточки статора дальнейшая укладка обмотки становится невозможной. Поэтому первые секции (число их равно шагу секций по пазам) закладывают обеими сторонами на дно пазов. Далее следуют секции, укладываемые одной стороной на дно, а второй — наверх паза. Последние секции лежат обеими сторонами вверху паза. Некоторая несимметрия этой обмотки практически допустима.
Обмотка выполняется заранее намотанными секциями или непосредственно вручную.
Рис, 3-28. Обмотка по способу „мотка".
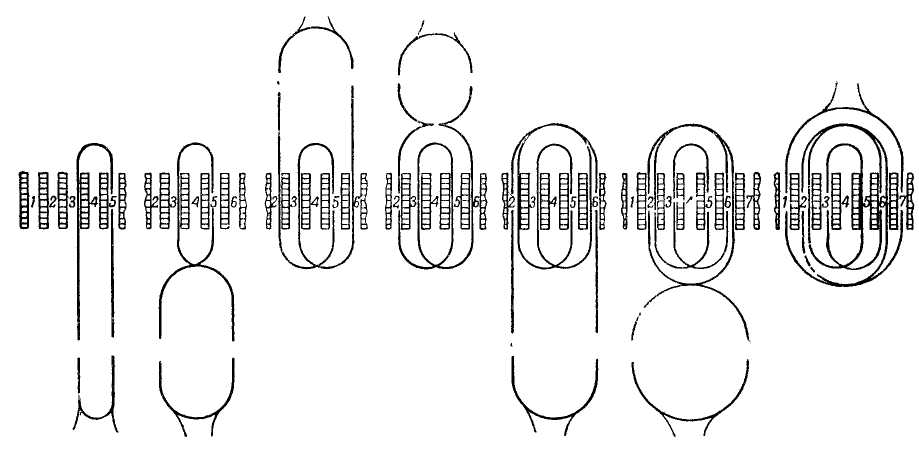
Однослойная обмотка малых статоров с концентрическими катушками, распространенная в малых однофазных двигателях, выполняется часто по способу «мотка». Этот способ, как видно из рис. 3-28, заключается в последовательном переворачивании и укладке через прорезь паза по частям длинной катушки (мотка), содержащей требуемое число витков.
Содержание
Предыдущий § Следующий
| 