|
Содержание
Предыдущий § Следующий
3-12. НЕИСПРАВНОСТИ ОБМОТОК И ИХ ВЫЯВЛЕНИЕ
На участке разборки электроремонтного цеха устанавливают неисправности в статорных обмотках машин переменного тока, характер и объем ремонта: результаты заносят в ведомость. В табл. 3-3 указано, какой ремонт необходим в зависимости от неисправности и причины, вызвавшей эту неисправность.
Вопросы частичного ремонта или полной перемотки решают в зависимости от размеров повреждения, состояния неповрежденной части обмотки и возможности остановки агрегата. В некоторых случаях (при большом числе катушек на фазу) удается добиться пуска машины выключением пробитых или замкнутых статорных катушек (лобовые части этих катушек должны быть разрезаны во избежание появления тока в короткозамк-нутых витках).
Понижение сопротивления изоляции на корпус определяют путем измерения его мегомметром (меггером) или вольтметром. Если есть доска зажимов, то изме-
Таблица 3-3
Неисправности обмоток машин переменного тока
|
Неисправность
|
Причина
|
Ремонт
|
|
1
|
Понижение сопротивле-
|
Попадание влаги
|
Сушка, очистка, пропитка
|
|
|
ния изоляции
|
Загрязнение неизолированных мест
|
|
|
|
|
Повреждение изоляции выводов и
|
Переизолировка выводов и зажимов.
|
|
|
|
коробки зажимов
|
|
|
2
|
Пробой изоляции:
|
|
|
|
|
а) на корпус («зем-
|
Механические повреждения при из-
|
|
|
|
ля»)
|
готовлении, укладке, эксплуатации.
|
|
|
|
|
Дефекты изготовления
|
Замена поврежденных секций (катушек) Устранить замыкание и выправить зубцы Полная перемотка. Кроме того, для
|
|
|
б) между витками («витковое») в) между фазами
|
Распушение зубцов стали статора
|
|
|
Старение изоляции из-за длитель-
|
|
|
(«фазное»)
|
ного срока службы или недопустимого
|
создания нормальных условий работы:
|
|
|
|
перегрева (перегрузка, плохая вентиля-
|
усиление нагревостойкости или снижение
|
|
|
|
ция и т. д.)
|
температуры обмотки (снижение нагруз-
|
|
|
|
|
ки, усиление вентиляции)
|
|
|
|
Механическое разрушение электро-
|
Проверка и снижение кратности пу-
|
|
|
|
магнитными усилиями при пуске, тор-
|
скового и тормозного тока. Проверка
|
|
|
|
можении и т. д.
|
защиты
|
|
|
|
Химические разрушения от действия
|
Покрытие обмотки лаками соответст-
|
|
|
|
масел, щелочей, воды
|
вующих качеств (маслостойкость, кис-
|
|
|
|
|
лотостойкость)
|
|
|
|
|
Для увеличения влагостойкости —
|
|
|
|
|
компаундировка или многократная про-
|
|
|
|
|
питка
|
Продолжение табл 3-3
|
Неисправность
|
Причина
|
Ремонт
|
|
3
|
Распайка соединений или проводников
|
Перегрузка током при пуске
|
Пайка твердым припоем
|
|
4
|
Обрыв
|
Плохая пайка
|
Перепайка
|
|
|
|
Распайка соединений, механическое разрушение
|
Перепайка
|
|
5
|
Механическое разрушение
|
Проседание и задевание ротора о статор
|
Частичная или полная перемотка. Проверка зазора, ремонт подшипников Распиловка и чистка поврежденных частей сердечника
|
|
6
|
Неправильные соединения секций (катушек)
|
Ошибки при перемотке
|
Восстановление правильной схем» соединений
|
рять нужно до и после отсоединения выводных концов статора от зажимов. Тем самым проверяется исправность изоляции зажимов.
Если меггомметр показывает нулевое сопротивление, то очевидно, что имеет место пробой изоляции на корпус. Для нахождения места повреждения обмотку разъединяют на отдельные фазы, а эти последние на отдельные участки и мегомметром или на «лампочку» устанавливают, в каком из участков имеет место повреждение. Для дальнейшего уточнения места заземления можно прибегнуть к прожиганию изоляции значительным током до появления дыма, показывающего место повреждения. Делается это следующим образом: к концу поврежденного участка обмотки и корпусу подводят напряжение сети, ток регулируют дополнительным сопротивлением реостата или мощной лампы, включенными последовательно в контур тока. Однако в некоторых случаях (металлическое короткое из-за расплавления меди секций вольтовой дугой при пробое) этот способ не дает результатов.
У небольших машин следует зажечь через заземленное место лампочку (120—220 в), после чего ударами молотка через деревянную колодку осадить в осевом направлении все статорные зубцы по очереди с обеих сторон. Погасание лампочки, т. е. исчезновение заземления, укажет на место повреждения изоляции у выхода из определенного паза.
Метод поочередной распайки обмотки на отдельные катушки и проверка каждой из них для машин с большим числом катушек практически неприемлем. В этом случае может быть применен магнитный метод. Ток (переменный или постоянный) подводится к концу неисправной фазы (или к началу этой фазы) и к корпусу машины. Тонкой стальной пластинкой (щупом) проводят по пазам неисправной фазы, начиная от включенного конца. Так как ток идет по катушкам фазы только до места, где произошло заземление (дальше он переходит на корпус), то в этом месте прекращается притяжение щупа к пазам. Для проверки обход щупом производят 2 раза — при включении тока в начало и в конец фазы. При пропускании переменного тока тонкий щуп притянется с легким жужжанием, что облегчит нахождение места заземления. Вывода ротора из статора при этом
не требуется. Найденную магнитным методом неисправную катушку отсоединяют от остальной обмотки и мегомметром проверяют правильность установленного места заземления. Этот же метод может быть применен для нахождения места замыкания между фазами. Вместо магнитного метода может быть применен также метод потенциометра (см. § 4-9).
Для асинхронных двигателей малой и средней мощностей межвитковое замыкание до разборки машины наиболее просто обнаружить по нагреву лобовой части
замкнутой катушки при холостом ходе или подключении статора к напряжению при разомкнутом роторе. При этом в поврежденной фазе протекает большой ток.
После разборки машины и разъединения параллельных цепей обмотки статора межвитковое замыкание в ней может быть обнаружено «магнитным башмаком» или измерением сопротивления катушек методом вольтметра — амперметра или двойным мостом (для катушек с небольшим числом витков).
Магнитным башмаком проверяется также отсутствие межвиткового замыкания во вновь изготовленной обмотке (до соединения параллельных цепей между собой). Принцип работы башмака виден на рис. 3-21. Башмак возбуждается током с частотой 500—1 000 гц *, что позволяет при небольшом магнитном потоке, возбуждаемом башмаком и проходящем через зубцы статора, получить достаточное напряжение между витками. Если катушка не имеет межвиткового замыкания, то при индуцировании ее магнитным башмаком ток в ней не возникает. Поэтому притяжения к зубцам статора, охватывающим ее вторую сторону, также не будет. Притяжение стальной пластинки к этим зубцам указывает на межвитковое замыкание.
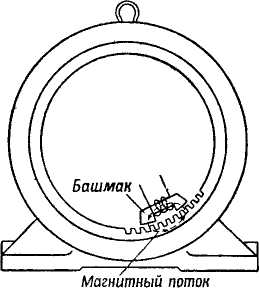 Рис. 3-21. Магнитный башмак для испытания обмоток.
* Генераторы с частотой 500 гц изготовляет завод «Электрик» См. также гл. 8
Для обнаружения межвиткового замыкания, кроме стальной пластинки, может применяться также неоновый указатель (индикатор) Он состоит из П образиого сердечника, набранного из тонких (0,5—0,35 мм) листав электротехнической стали с намотанной на него многоаитковой катушкой (1000—2 000 витков) из тонкой проволоки с изоляцией ПЭВ или ПЭЛШО Концы обмотай включаются на неоновую лампочку Расстояние между ножками сердечямка должно приблизительно соответствовать расстоянию между зубцами испытуемого статора (ротора, якоря)
Индикатор перемещается по зубцам так же, как указанная выше пластинка Если в пазу, охвтываемом ножками сердечника индикатора, есть короткозамкнутые витки, неоновая лампа загорается Чувствительность этого индикатора (как и способа с пластинкой) можно установить, подвергнув проверке магнитным башмаком необмотанный статор с заложенным в два паза замкнутым витком из проволоки с наименьшим употребляемым диаметром Увеличить чувствительность можно, увеличив число витков обмотки индикатора.
При наличии параллельных цепей в фазах обмотки статора индуктированное башмаком в секции напряжение вызовет ток. замыкающийся через параллельную цепь. Поэтому для проверки обмотки магнитным башмаком параллельные цепи ' должны быть разъединены.
Следует отметить, что в некоторых случаях повреждение обнаруживается только на нагретой обмотке
Распайка соединений может быть обнаружена по измерению сопротивлений фаз обмотки или по нагреву при пропускании постоянного тока.
Лучшими приборами для испытания межвитковой изоляции и обнаружения дефектов являются импульсные приборы (например, приборы С и СМ ВЭИ), состоящие в основном из генератора импульсов и индикатора, позволяющего обнаружить повреждение межвитковой изоляции и другие дефекты (неправильное число витков, неправильная схема соединений, неправильное сечение и др.). Генератор импульсов представляет собой конденсатор достаточно большой емкости, который заряжается от выпрямленного напряжения соответствующей величины и затем разряжается на испытуемую секцию, катушку, обмотку. (Испытуемые обмотки подключаются к конденсатору через управляемый газоразрядный прибор — тиратрон).
Запасенная в конденсаторе энергия при разряде образует быстро движущуюся волну напряжения, падающую на обмотку. Большая скорость движения волны
1 Не смешивать с параллельными проводниками
(порядка 50000 км/сек) обеспечивает возможность получения больших напряжений между соседними витками. Волна, как говорят, обладает крутым фронтом изменения напряжения. В особенности большие напряжения создаются на первых витках, по мере же продвижения волны в глубь обмотки напряжения между витками несколько уменьшаются.
Таким способом можно создавать напряжения до 1000 в на виток (аппарат С5 ВЭИ).
Для обнаружения дефектов обмотки применяется метод сравнения. Импульс напряжения при этом поочередно (с помощью соответствующих переключателей) прикладывается к двум одинаковым испытуемым секциям, катушкам, обмоткам, одинаковым частям обмотки. На индикатор в виде электронно-лучевой трубки подаются поочередно напряжения разряда каждой из обмоток. Если обмотки полностью одинаковы, на экране трубки видна одна кривая, если обмотки имеют отличая: из-за неправильного числа витков, схемы соединения, сечения, корожозамкнутых витков, —кривая на экране раздваивается. Напряжение на испытуемые обмотки подается с помощью щупов; испытываться могут как уложенные в пазы обмотки, так и отдельные катушки, секции.
При испытании межвитковой изоляции индикатор подключается к описанному выше П-образному сердечнику с обмоткой. Появляющийся при пробое межвитковой изоляции так наводит в обмотке сердечника э. д. с, отмечаемую индикатором.
Испытание отдельных секций при этом может производиться таким образом, что секция надевается на два сердечника разъемных электромагнитов. К обмотке одного (индуцирующего) электромагнита подводится ток от генератора импульсов, обмотка второго включается на индикатор. В секции индуцируется при этом необходимая э. д. с.
После укладки секций в пазы активной стали до их соединения по схеме испытание может производиться путем подведения с помощью щупов напряжения от генератора импульсов к отдельным секциям. На пазы, где лежит эта секция, ставятся ножки сердечника индикатора.
В случае, если испытанию подвергается готовая обмотка, напряжение в секциях индуцируется с помощью
описанного выше магнитного башмака, на обмотку которого включается генератор импульсов. Для обнаружения пробоя межвитковой изоляции применяется также П-образный сердечник с обмоткой, включенной на индикатор. Для удобства проведения и испытаний индуцирующий электромагнит (башмак) сердечник индикатора прикрепляются к одной рукоятке; один вблизи передней кромки активной стали, другой вблизи задней. С точки зрения техники безопасности, в особенности при испытании высоковольтных обмоток, метод индуцирования напряжения с помощью электромагнитов лучше метода включения через щупы.
Подготовка статора к перемотке заключается в удалении старой обмотки (или ее части) и очистке статора.
У машин с миканитовой изоляцией (при открытых пазах) для удаления секций обмотки без повреждения обмотку необходимо предварительно прогреть током или в печи до температуры 70—80° С. После удаления клиньев секции можно поднять, загоняя тонкий стальной клин между нижней и верхней секциями и между секцией и дном паза.
Для удаления всыпной обмотки в зависимости от пропиточного лака приходится прибегать либо к нагреву до 70—80° С (если применяются битумные лаки, см. § 5-7), либо к выжиганию лака при высокой температуре (если применяются смоляные цементирующие лаки см. § 5-7). Чтобы предохранить медь от окисления, отжиг желательно производить без доступа воздуха. После отжига провод может быть удален через прорезь паза.
При больших количествах ремонтируемых машин для удаления всыпных обмоток прибегают к разрезке лобовых частей с одной стороны статора и удалению разрезанных катушек с помощью специального вытяжного приспособления. После удаления обмотки пазы очищают от старой изоляции (вручную, стальными щетками, вращаемыми электродрелью, и т. п.), а также от поврежденной или имеющей следы старения изоляции обмот-кодержателей и других деталей. Если старою изоляцию пазов трудно снять, то статоры малых габаритов после снятия обмотки погружаются в горячее трансформаторное масло, размягчающее остатки изоляции.
Статоры или роторы крупных машин очищают затем тряпками, смоченными растворителем (бензин, четырех-
хлористый углерод). Статоры и роторы небольших машин, равно как и механические детали (щиты и т. п.), промывают в 2—3%-ном растворе каустика в воде при температуре 70—80° С. Раствор перемешива.ют с помощью сжатого воздуха. После такой промывки следует промывка в горячей воде, затем сушка.
В очищенном от грязи статоре нужно тщательно проверить состояние стальных пакетов, произвести зачистку пазов от заусенцев, подтяжку шпилек, стягивающих сердечник, и измерить мегомметром изоляцию этих шпилек. Пазы и торцовые части сердечника и нажимных шайб окрашивают лаком. Нажимные шайбы и пазы изолируют.
В процессе снятия старой обмотки необходимо составить обмоточную записку.
Обмоточная записка должна содержать следующие данные:
а) назначение машины, завод-изготовитель, тип, заводской номер;
б) число фаз, мощность, напряжение и ток; схема соединения фаз; число оборотов в, минуту, число пар полюсов;
в) внутренний и наружный диаметры статорного сердечника; длина стали, включая вентиляционные каналы, число каналов, ширина канала; число пазов; размеры паза, включая ширину прорези полузакрытого паза;
г) сечение меди обмотки, марка провода; число проводов в пазу; число параллельных проводов; шаг секций (катушек) по пазам; сопротивление секции (катушки); сопротивление фазы;
д) схема соединения обмоток (ом. § 3-7);
е) размеры и геометрическая форма секций (катушек). Средняя длина витков, секций (катушек);
ж) изоляция секции (катушки): изоляция прямой части, сгибов, выводов, наклонной наоги, головки и т. д.; примененный изоляционный материал и его размеры:
а) изоляция паза; размер и количество прокладок;
и) размер клиньев,
к) изоляция нажимной шайбы, обмоткодержатеяя и т. п.
Содержание
Предыдущий § Следующий
| 